TIG-sveising
Historie
Sveisemetoden ble utviklet tidlig på 1940-tallet i USA for de vanskelig sveisbare metallene magnesium og aluminium, og ble hovedsakelig drevet frem av flyindustrien.
Opprinnelig ble helium brukt som dekkgass, men denne ble erstattet av argon, som er en billigere og til dels bedre dekkgass. De første elektrodene var laget av grafitt eller wolfram, men med tiden har de utviklet seg og fått bedre egenskaper takket være utviklingen av legerte wolframmaterialer. Til å begynne med ble lysbuen vanligvis tent med skrapestart, men på grunn av risikoen for urenheter i sveisemetallet ble HF-tenning utviklet.
I dag er TIG-sveising fullt ut akseptert som sveisemetode og er mye brukt, spesielt i USA. De mange positive egenskapene gjør at TIG-sveising også i fremtiden vil være en viktig sveisemetode. I begynnelsen var TIG-sveising kjent som argonsveising, men siden argon nå brukes til en rekke sveisemetoder, er argonsveising derfor ikke et entydig navn på en sveisemetode.
Til å begynne med ble TIG bare brukt til manuell sveising, men med tiden har den utviklet seg mot mekaniske og automatiske løsninger og brukes nå ofte i roboter, rørskjøteverktøy, rørsveisemaskiner og langsgående sveisemaskiner, for å nevne noen eksempler

TIG-sveising
Generelt om TIG-sveising
Prinsippet for TIG-sveising
Ved TIG-sveising dannes det en lysbue mellom en smeltet elektrode og arbeidsstykket. Elektroden, lysbuen, smelten og eventuelt tilsettmateriale beskyttes mot luftens påvirkning av en kjemisk inaktiv dekkgass, vanligvis argon. Det vanligste er å bruke likestrøm med elektroden koblet til den negative polen, men for lettmetaller brukes vanligvis vekselstrøm som har en oksidbrytende effekt. Varmefordelingen ved likestrømssveising er slik at ca. 70 prosent av varmen utvikles ved den positive polen, og derfor kobles elektroden normalt til den negative polen og arbeidsstykket til den positive polen. Ved vekselstrømssveising er varmen jevnt fordelt på polene, dvs. 50-50 %.
Sveisingen kan utføres ved å smelte sveisemetallet, men det er mer vanlig å bruke tilsatsmateriale, som ofte tilfører legeringselementer til sveisemetallet og gir sterkere sveiser. Den ikke-strømførende tråden mates separat fra siden, og i motsetning til ved MIG-sveising er det mulig å kontrollere forholdet mellom varme og tilsettmateriale.
Det er viktig å holde enden av tråden beskyttet mot luft slik at den ikke oksiderer, og det er best å føre tråden til kanten av smeltebadet. Når sveisingen er ferdig, bør den oksiderte enden kuttes av før neste sveisestart, slik at unødvendige urenheter ikke kommer inn i smeltebadet.
For å starte sveisingen må lysbuen tennes, noe som vanligvis gjøres med en HF-generator som er innebygd i strømkilden. Ved DC-sveising registrerer apparatet når lysbuen er tent og slår av HF-generatoren. Ved vekselstrømssveising slukkes lysbuen hver gang strømmen går gjennom et nullpunkt, så HF-generatoren må være på hele tiden. HF-tenningen har den ulempen at den kan forstyrre radiokommunikasjon og elektronisk utstyr, for eksempel datamaskiner, hvis de ikke er tilstrekkelig beskyttet.
En annen måte å starte på er å skrape elektroden mot arbeidsstykket og løfte slik at tomgangsspenningen tenner lysbuen. Dette brukes på strømkilder uten HF (MMA). Skrapestart har den ulempen at wolfram kan overføres til arbeidsstykket. En tredje måte kalles Lift-Arc, der elektroden plasseres mot arbeidsstykket og en svært lav, ufarlig strøm flyter. Når elektroden deretter løftes, tennes lysbuen. Lift-Arc har ingen direkte ulempe.
Etter at sveisingen har startet, økes strømmen jevnt og trutt opp til den innstilte verdien i en viss justerbar tid. Dette kalles Slope-Up og brukes for at sveiseren skal kunne komme i posisjon med sveisepistolen. Det forhindrer også at elektroden får støt og at wolframen spruter over arbeidsstykket. Slope-Up forlenger også elektrodens levetid. Når slope-up er ferdig, har det dannet seg et smeltebad, og sveisingen kan begynne. Sveisingen kan utføres med eller uten trimming av strømmen, og det kan også være nødvendig å endre den underveis i arbeidet.
På slutten av sveiseprosessen trappes strømmen jevnt ned til null. Dette gjøres for å unngå at det dannes et krater på slutten. Når lysbuen er slukket, bør beskyttelsesgassen fortsette å virke en stund til, avhengig av strømstyrke og elektrodediameter, for å beskytte smelten og elektroden mot oksidering.
Hvorfor bruke TIG-metoden?
Sammenlignet med andre metoder er TIG-metoden kjennetegnet av høy sveisekvalitet. TIG brukes først og fremst til sveising av rustfritt og annet høylegert stål og ikke-jernholdige metaller, men kan faktisk sveise alle materialer unntatt sink.
Med såkalt fugepreparering kan TIG brukes på alle materialtykkelser, men har størst anvendelse i tynnere materialer. God kontroll over varmetilførselen til arbeidsstykket gjør at selv små detaljer kan sveises.
Metoden gir et svært rent sveisemetall, der sveisene er svært jevne og fint avrundede, noe som gjør den svært anvendelig der det visuelle utseendet er viktig og der det stilles høye krav til jevnhet i overflaten.
Sammenlignet med MIG/MAG er TIG-sveising en langsom metode, spesielt på grovere materialer. I kombinasjon med andre metoder kan man imidlertid oppnå høyere sveisehastighet og samtidig opprettholde kvaliteten.
Bruksområder og bruksområder
TIG som sveisemetode brukes hovedsakelig der det stilles høye krav til sveisekvaliteten, for eksempel i kjernekraft-, næringsmiddel-, romfarts- og offshoreindustrien. Typiske bruksområder for TIG-sveising er sammenføyning av rør og sveising av rør til rørplater.
Egenskaper ved TIG-sveising
- Høy sveisekvalitet
- Best egnet for tynnveggede materialer
- Allsidig metode, egnet for mange forskjellige
- forskjellige materialer
- Jevn og glatt sveis
- Ingen sveisesprut
- Gode toleranser
- Kan noen ganger sveises uten tilsatsmateriale
- Ingen sveiserøyk
- Alle sveisemetoder

Deler og utstyr til TIG-sveising
Strømkilden
Det finnes forskjellige strømkilder for TIG-sveising. Den enkleste til manuell sveising er en MMA-strømkilde som brukes sammen med en scratchstart. Den har en konstant strøm som er egnet for TIG-sveising. Strømmen skal være konstant og ikke endres når lysbuespenningen endres. Det finnes også doble strømkilder som kan håndtere både DC- og AC-sveising. MIG/MAG-strømkilder har konstant spenning og kan ikke brukes til TIG-sveising.
TIG-pistol
TIG-pistolen består av et brennerhode som er koblet til en kabel for sveisestrømmen og en slange for tilførsel av dekkgass. Avhengig av hvilken strømstyrke som brukes, kjøles elektrodeholderen med luft eller vann. Hvis det brukes vann, finnes det ekstra slanger for dette. Vannkjøling er av naturlige årsaker noe mer tungvint enn luftkjøling, men fordelene er likevel større, og vannkjøling er derfor mer vanlig. Luftkjølte brennere tåler ca. 50-150 A, mens vannkjølte tåler 250-600 A.
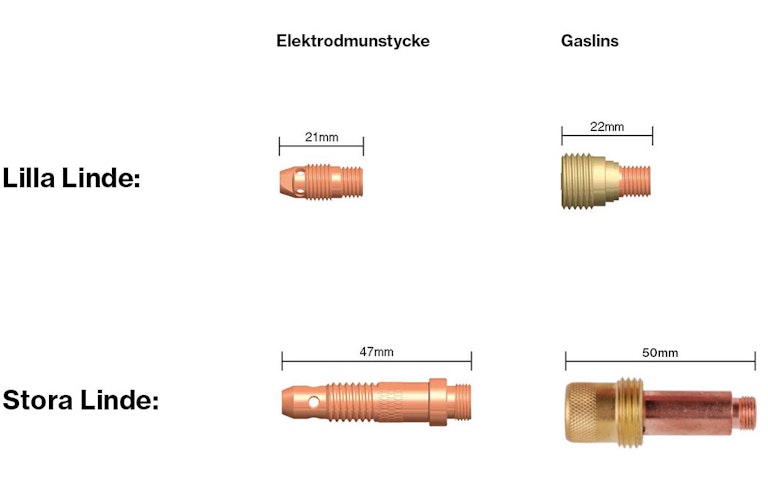
Elektroden er festet til en kobberhylse som overfører strømmen til elektroden. Spennhylsen klemmes fast i en gasslinse eller elektrodedyse. Rundt denne er det en gasshette som leder gassstrømmen til sveisen. For å sette inn elektroden og skifte elektrode er det et bakstykke som er forseglet med en O-ring for å hindre at luft lekker inn. Mellom gasshetten og elektrodeholderen er det en tetningsring. 90 % av det svenske markedet for TIG-pistoler består av to typer - Small og Large Linde. For å finne ut hvilket Linde-system du har, er det enklest å sjekke lengden på elektrodemunnstykket eller gasslinsen.
Lilla Linde:
Elektrodemunnstykke: 21 mm
Gasslinse: 22 mm
Stora Linde:
Elektrodemunnstykke: 47 mm
Gasslinse: 50 mm
Lilla Linde-systemet
Lilla Linde-systemet består av modellene 9 og 20 og tilsvarende hos andre produsenter.
Modell 9:
Luftkjølt brenner på 125 A DC, egnet for elektroder fra 0,5 mm opp til 1,6 mm. 9 er også tilgjengelig med en ventil for gassen, som brukes til maskiner som ikke har HF, der elektroden skrapes. Brenneren kalles da 9V.
Modell 20:
Væskekjølt brenner på 250 A DC, egnet for elektroder fra 0,5 mm opp til 3,2 mm. Modell 20 tilsvarer modell 9 i størrelse.
Stora Linde-systemet
Stora Linde-systemet består av modellene 17, 18 og 26 og deres motstykker fra andre produsenter.
Modell 17:
Luftkjølt sveisepistol på 150 A DC, egnet for elektroder fra 0,5 mm til 2,4 mm. 17 er den vanligste sveisepistolen på markedet. Modell 17 er tilgjengelig med gassventil for maskiner uten HF, 17V.
Modell 26:
Luftkjølt brenner på 250 A DC, egnet for elektroder fra 0,5 mm til 4,0 mm. Modell 26 er tilgjengelig med gassventil for maskiner uten HF, 26V.
Modell 18:
Væskekjølt brenner på 350 A DC, egnet for elektroder fra 0,5 mm til 4,0 mm. Modell 18 tilsvarer modell 26 i størrelse.
Gasshette
Gasshetter finnes i mange forskjellige størrelser og utførelser. Som regel velges en gasshette med en indre diameter som er ca. 4 ganger elektrodediameteren. Jo mindre diameteren på gasshetten er, desto raskere slipper gassen ut. Dette er en fordel i rom med høy lufthastighet, men siden gassstrålen er smalere, dekker den ikke et like stort område, noe som kan være en ulempe ved for eksempel varmsveising. Større gasshetter dekker et større område, men krever høyere innstillinger for gassmengden.
Elektrode
Elektroden som brukes ved TIG-sveising, er laget av wolfram, slik at den ikke smelter ved de temperaturene som er involvert i prosessene. Wolframelektroder har et smeltepunkt på 3410 °C og har god elektrisk og termisk ledningsevne. Elektroder for TIG-sveising finnes i en rekke typer og dimensjoner, og velges i henhold til strømmen som brukes. Som regel bør man bruke en så liten elektrode som mulig for å få en konsentrert lysbue og dermed mindre smelting og dypere innbrenning. Hvis man velger en for grov elektrode i forhold til strømmen som brukes, får man en ustabil lysbue.
Strømforbruk per mm materialtykkelse:
- Kobber (Cu): 75-80 A
- Aluminium (Al): 40-50 A
- Rustfritt stål: 30-40 A
- Stål/lavlegeringer: 30-40 A
Beskyttelsesgass
Ved sveising må elektroden, smeltebadet og det omkringliggende varme metallet beskyttes mot luft. Hvis luft slipper inn, dannes det oksider og nitrider som gir en dårlig sveis. Elektroden ødelegges også hvis den ikke er beskyttet av en beskyttelsesgass. Beskyttelsesgassens rolle er derfor å fortrenge luften og i tillegg være kjemisk inaktiv. Disse gassene kalles inerte gasser (edelgasser). Ved TIG-sveising brukes to edelgasser, argon (Ar) og helium (He).
Valget av dekkgass avhenger av mange faktorer som materialtype, materialtykkelse, sveisestilling, energibehov, sveisekostnader og arbeidsmiljø. Gassen må også fungere som strøm- og varmeleder og bør derfor ha egnede egenskaper. Gassen har også en kjølende effekt på elektroden og smelten.
Beskyttelsesgassens effektivitet når det gjelder beskyttelse, påvirkes av mange faktorer. Fastsettelse av egnet strømningshastighet må gjøres i hvert enkelt tilfelle. Målet er selvsagt å bruke en så lav strømningshastighet som mulig, men likevel gi tilstrekkelig beskyttelse. En utgangsverdi for normal sveising er ca. 8-10 liter/minutt. Ved varmsveising må strømningshastigheten økes, og ved kaldsveising kan den reduseres.
Gasslinse
Lang elektrodeprojeksjon og store gasskapper krever høyere strømningshastighet. Hvis omstendighetene tillater det, bør det brukes en gasslinse. Gasslinsen styrer gasstrømmen effektivt og gjør det mulig å redusere gassmengden:
- Gasstrømmen kan reduseres med ca. 50 %
- Elektrodeutstikket kan økes med 15-20 mm, noe som gjør det enklere å følge sveiseprosessen og komme til på trange steder
- Risikoen for sveisefeil på grunn av trekk reduseres
Sjekkliste for en god beskyttelsesgass
- Riktig strømning
- Gasslekkasje
- Luftinnblanding i gassslangene
- Riktig orientering av sveisepistolen
- Fuktabsorpsjon i slangene under driftsstans
- Tilstrekkelig trykk i gassbeholderen
- For lang avstand mellom elektrodene
- Gasslinse
- Vannlekkasje i brenneren
- Trekk i rommet

Sveiseparametere
For å oppnå et tilfredsstillende utseende og optimal sveisekvalitet er det en rekke sveiseparametere som kan justeres. Nedenfor følger en liste over disse parametrene og deres innvirkning på sveisen.
Høyere pulsstrøm:
- Økt innbrenning
- Økt risiko for underskjæring ved kl. 6
- Redusert risiko for ikke-smelting
Lengre pulsstrøm:
- Redusert innbrenning
- Økt risiko for ikke-smelting
Lengre pulstid:
- Økt innbrenning
- Økt risiko for underskjæring ved kl. 6
- Redusert risiko for ikke-smelting 6
- Redusert risiko for ikke-smelting
Kortere pulstid:
- Redusert gjennomtrengning
- Redusert risiko for underskjæring kl. 6
- Økt risiko for ikke-smelting
Lengre pausetid:
- Redusert gjennomtrengning
- Økt risiko for ikke-smelting
Kortere pausetid:
- Økt gjennomtrengning
- Økt risiko for underskjæring kl. 6
- Økt risiko for ikke-smelting 6
- Redusert risiko for ikke-smelting
Høyere spenning:
- Mindre ruhet i sveisen
- Redusert risiko for ikke-smelting
Lavere spenning:
- Økt ruhet i sveisen
Økt trådmatehastighet:
- Økt ruhet på rotsiden
- Høyere smeltehastighet
- Redusert risiko for ikke-smelting ved 6
Redusert trådmatingshastighet:
- Lavere smeltehastighet
- Økt risiko for undertøy kl 6
- Redusert risiko for manglende sikring
Høyere sveisehastighet:
- Redusert penetrasjon
- Redusert rug på rotsiden
- Redusert risiko for undertøy kl 6
- Økt risiko for manglende sikring